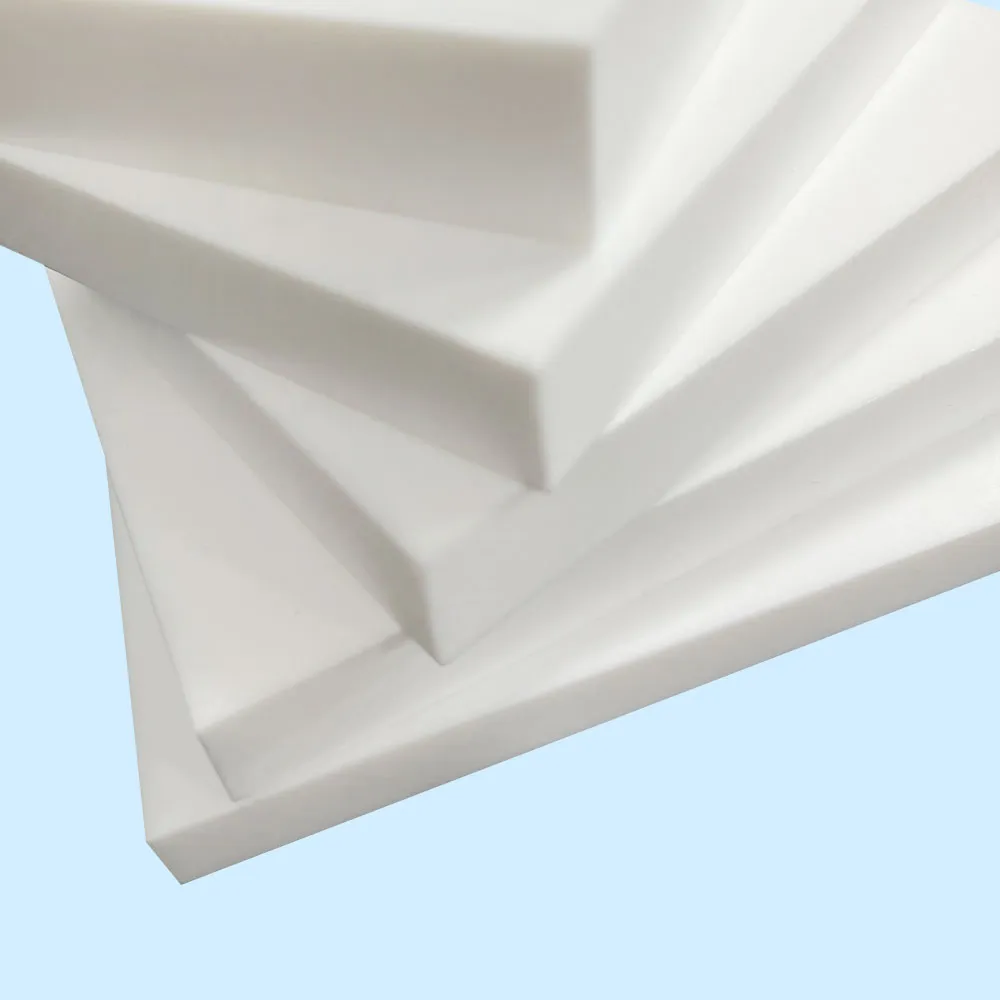
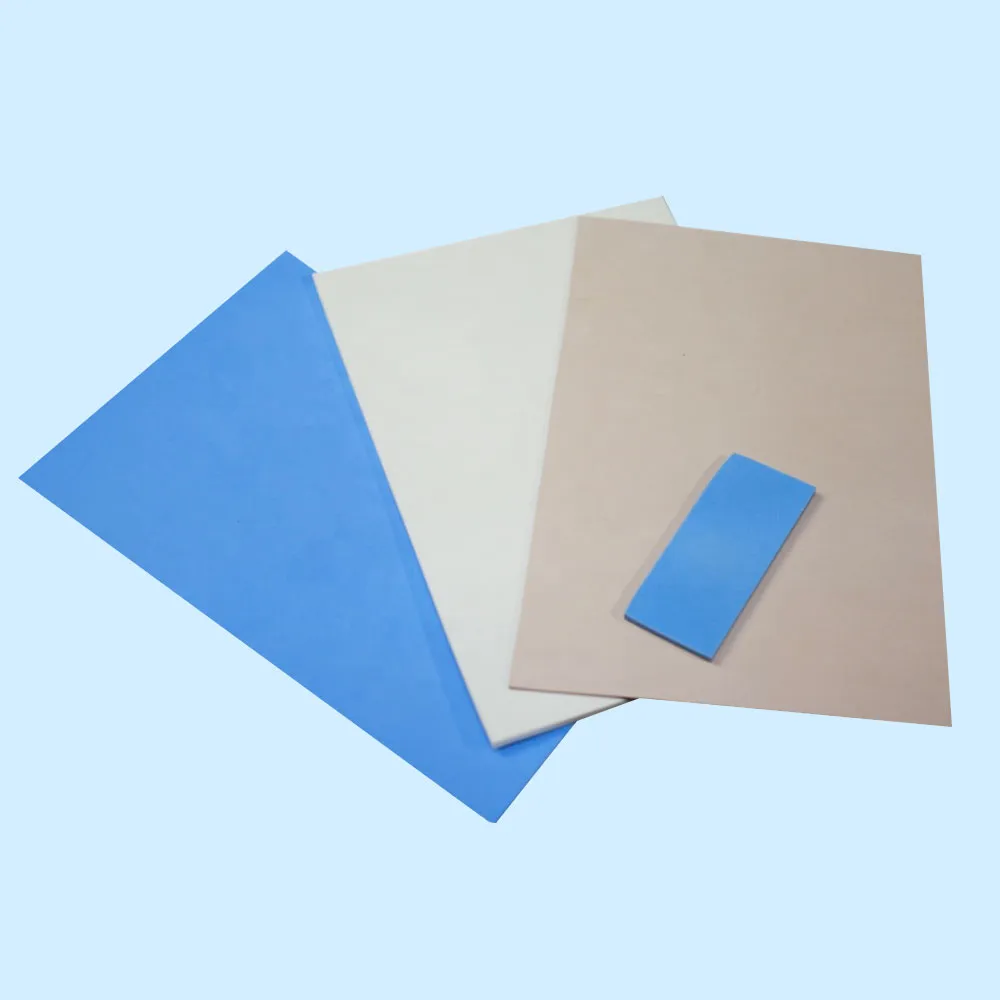
Material: PTFE with silica (SiO₂) filler
Temperature Range: -200°C to +260°C
Pressure Range: Medium to low pressure, higher than pure PTFE
Density: 2.15 – 2.30 g/cm³
Tensile Strength: 15 – 25 MPa
Elongation at Break: 200% – 350%
Dielectric Strength: 40 – 60 kV/mm
Contraction Percentage: 2.5% – 4.5%
Water Absorption: <0.01%
Specification: Customized available
Origin: China
Manufacturer: Chunhuan
Manufactured by Chunhuan, the PTFE-Silica Filled Gasket is a high-performance sealing solution engineered by uniformly dispersing silica (SiO₂) into a PTFE matrix. This modification enhances the mechanical strength, hardness, and dimensional stability while maintaining the excellent chemical inertness of pure PTFE. It effectively solves the cold flow and creep issues typical of unfilled PTFE, ensuring consistent, long-term sealing under variable pressure and temperature.
Exceptional Chemical Resistance: Withstands strong acids, bases, and organic solvents.
High Mechanical Strength: Silica filler significantly improves compressive strength and creep resistance.
Reliable Sealing: Moderate hardness ensures secure and stable sealing over time.
Anti-Cold Flow: Reduced plastic deformation under heat and pressure.
Wide Temperature Range: -200°C to +260°C operation with short-term higher tolerance.
Clean and Non-Toxic: Suitable for food, chemical, and pharmaceutical industries.
Chemical and Petrochemical Plants: Flange sealing for pipes, valves, and reactors.
Pharmaceutical and Food Industry: Safe for hygienic sealing applications.
Power and Energy: Reliable performance under temperature and pressure cycling.
General Industry: Replaces pure PTFE gaskets where better creep resistance is required.
Stronger, more durable, and creep-resistant than pure PTFE.
Outstanding sealing reliability under harsh operating conditions.
Extended service life and reduced maintenance costs.
The PTFE-Silica Filled Gasket by Chunhuan combines chemical inertness, mechanical strength, and long-term stability. It delivers reliable sealing for harsh industrial environments, making it the preferred choice across chemical, pharmaceutical, food, and energy sectors.